
Traveling Sherline Show
Endmill Holders
I needed some additional endmill holders for CNC milling. This lets one set tool offsets and change tools while running a program. Sherline sells these but it would get spendy to buy more than one or two. They have an internal 3/4-16 thread to go onto the spindle. Then have a reamed hole to take a certain sized endmill. Picture from Sherline
 |
I tried to make these on the Sherline lathe and finally got the program running correctly. However, the 3/4-16 internal thread bogged the spindle down too much. I saw three ways around this. First to take less that full depth cuts for this thread. I think this would work but the lathe programming would be tricky. A second method would be to thread mill it on the mill. This would require a thread cutter but would work. The third method is to just use a larger lathe and single point them.
I opted for the third, and most straight forward method. This wasn't bad but took awhile to build several.
I then drilled holes for the tommy bar and set screw using the Sherline mill set-up. I had a little trouble with the Sherline toolmakers vice slipping. I went to a slightly larger steel toolmakers vice which worked better (or I just reefed on the screw harder). After that it went smoothly. I did notice some flex in the Sherline column. Spot drilling to start a drill I could see some flex and moving outward (away from column) of the spot. Then when drilling I saw the drill shift outward a little as it aligned with the spot. I was using a small spot drill (probably 3/16"). It was better when I switched to a tiny center drill (I think it was a #0) but I could still see the flex and offset.
I used the Sherline lathe to finish the outside of the holders. This went well.
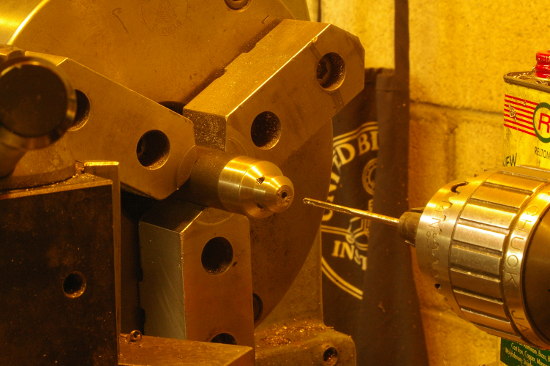
But I used the larger lathe to drill and ream the holders. I don't think I could accommodate the 1/4" or 3/16" reamers in the Sherline due to their length, with drill chuck. The tail stock is off some 0.005" also. I single pointed a mock up Sherline spindle in the large lathe, and aligned the tail stock to within a few tenths. Then drilled and reamed the holes for end mills.
 |
 |
This worked pretty well. I had three Sherline holders, two 3/8" and one 1/4". I made up another 1/4", two 3/16" and two 1/8". While I was set up for threading I made two additional blanks and three aluminum "face plates". Foolish me, I forgot to make up a blank for an ER-20 collet holder.
 |
 |
Finally, I screwed each onto the Sherline spindle and checked run-out. I put an end mill in each holder and measured off its shank. The results for TIR were:
| 1/8" Holders | 0.006" | 0.005" |
| 3/16" Holders | 0.003" | 0.0045" |
| 1/4" Holders | 0.008" |
I also checked the stock Sherline holders:
| 1/4" Holders | 0.006" | |
| 3/8" Holders | 0.0025" | 0.0025" |
So, not as good as the stock holders but should be workable.
These should add more capacity in using several tools in a CNC program.